
A estampagem profunda é um dos processos de conformação por tração-compressão, uma vez que, ao contrário da conformação profunda ou por estiramento pura, existem também tensões locais de tração e compressão na peça de trabalho (por exemplo, flange no copo). Na prática, muitos processos, especialmente na produção de geometrias complexas, tais como peças de carroçaria, consistem numa combinação de métodos. No entanto, em geral, um corpo oco é formado a partir de uma folha em bruto em cada caso. É de notar que, na prática, devido à diversidade predominante de geometrias, não é possível fazer uma previsão geral sobre a aptidão para a embutidura profunda utilizando um único método de ensaio. Por conseguinte, os processos principais são demonstrados na experiência, utilizando o exemplo da extração de copos a partir de chapas planas.
Método de ensaio
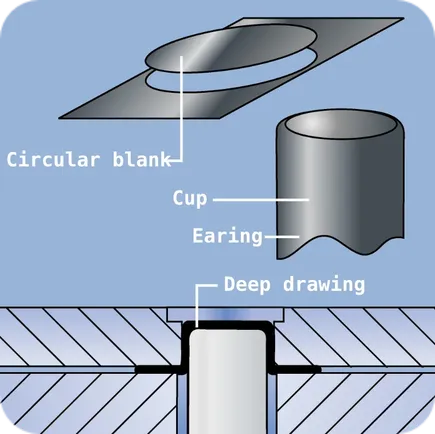
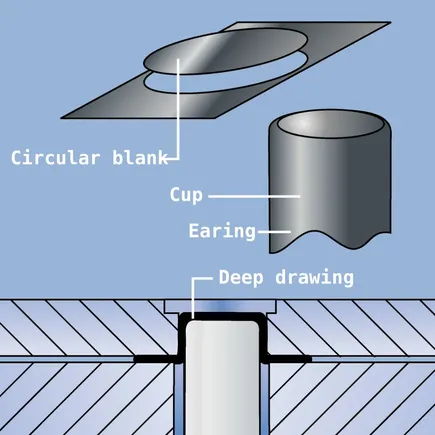
O ensaio de copo por embutimento profundo é um método de ensaio de chapas metálicas em que uma placa circular (chapa redonda) é perfurada a partir de uma tira de chapa metálica e, em seguida, formada num copo por uma matriz de embutimento. A maior relação possível entre o diâmetro da placa circular e o diâmetro da matriz de estiragem, que apenas permite a produção perfeita de um copo, é designada por relação de estiragem limite >>ßmax<< e é uma caraterística de qualidade para a capacidade de conformação do material da chapa metálica.
Os picos na cupa de repuxo profundo resultantes do comportamento de fluxo do material são indesejáveis, uma vez que, na prática, requerem um retrabalho desnecessário das peças formadas. Também neste caso, o ensaio de copo de repuxo profundo pode ser utilizado para determinar o material de chapa mais adequado para o processo de conformação desejado.
Números-chave
Determinação do rácio de estiramento profundo
A relação de embutimento profundo para copos é calculada dividindo o diâmetro d0 da peça em bruto redonda pelo diâmetro dS do punção.
β = d0 / dS
Uma vez que a força máxima de estiramento aumenta à medida que o rácio de estiramento aumenta, resulta um rácio de estiramento limite para um único estiramento, acima do qual ocorre a falha devido à rutura do fundo.
Para a maioria dos metais, este limite é β = 2,0 na primeira extração e β = 1,6 na segunda extração. Por conseguinte, as maiores profundidades de conformação só podem ser alcançadas através de vários estiramentos com eventuais recozimentos de amolecimento interpostos. O rácio de estiragem total é obtido através da multiplicação dos passos individuais:
βges = β1 * β2 * ... * βn = (d0/d1) * (d1/d2) * ... * (d(n-1)/dn)
considerando que
βges = d0/dn <= 6,5
Este valor provou ser o limite superior na prática. As afirmações quantitativas sobre as alterações estruturais são fornecidas pelos valores de r e n, que podem ser utilizados como uma medida da aptidão de uma folha para a estampagem em profundidade.
O valor r
A definição para a deformação plástica logarítmica φ é derivada da lei da constância de volume. Durante a estampagem profunda, a peça de trabalho apresenta vários efeitos. Essencialmente, as moléculas são deslocadas umas contra as outras, o que leva a mudanças na resistência e propriedades materiais não homogéneas (dependentes da direção) (anisotropia). Para determinar a anisotropia das propriedades plásticas da chapa metálica, a anisotropia perpendicular, o chamado valor r, é determinada no ensaio de tração. É definido como o rácio dos graus de deformação na direção da largura e da espessura da amostra. Para r=1, o material comporta-se isotropicamente e ocorre igual deformação na direção da largura e da espessura. r>1 (r<1) ocorre quando a chapa altera a sua largura (espessura) mais do que a sua espessura (largura) sob tensão de tração. Uma vez que, em geral, se pretende uma alteração da forma sem uma diminuição da espessura da chapa, os valores de r >1 são considerados vantajosos. Devido à carga multiaxial durante a estampagem profunda, a experiência demonstrou que é útil calcular a média dos valores de r de diferentes direcções em relação à direção de laminagem. Para este efeito, são retirados provetes de tração de diferentes camadas de chapa.
Um forte desvio dos valores r (Δr) entre si resulta na formação de uma ponta indesejada na célula na direção dos maiores valores r.
O valor n
O expoente de endurecimento por deformação n descreve o endurecimento por deformação de um material durante a conformação. Se a curva de fluxo de um material for traçada como uma curva logarítmica dupla, o resultado é uma linha reta com um declive de n. O expoente de endurecimento é o valor mais elevado do valor n. O expoente de endurecimento por deformação para a maioria dos metais situa-se no intervalo 0,1 < n < 0,5.
Test principle of the deep-drawing cup test
Ensaio de embutimento profundo do copo para aços de alta e ultra-alta resistência
In the past, tool defects often occurred during the cup pull test on high and ultra-high strength steels due to an acceleration effect at the end of the punching process. By changing the geometry of the cutting ring, the required punching force is reduced and the dynamic acceleration of the cutting punch during the punching process is reduced. The 1.2842 tool steel used until a few years ago has been replaced by 1.2379.

O revestimento das ferramentas de corte/perfuração com TiCN aumenta muitas vezes a sua vida útil. A folga de corte da ferramenta de puncionamento é aumentada em cerca de 2 a 3 %, consoante a espessura da chapa. Os aços de alta resistência mostram no seu comportamento de conformação que os raios de entrada das matrizes de trefilação já não cumprem as especificações dos aços DC04, por exemplo. Raios maiores são especialmente adaptados a materiais com elevadas resistências e menor ductilidade. As matrizes de estiragem revestidas com nitreto de titânio têm uma vida útil mais longa devido à sua superfície especial. Os danos causados pela soldadura a frio não são possíveis devido ao revestimento de TiN.
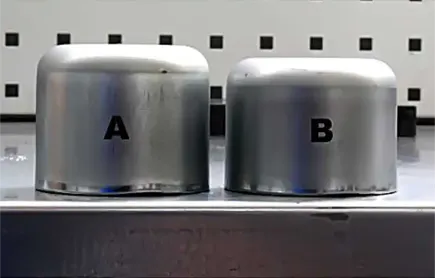
A redução do atrito devido ao revestimento pode ser observada na altura dos copos estirados. O copo A foi extraído com um molde convencional e o copo B com um molde revestido a TiN feito de aço ferramenta 1.2379. O alongamento devido à fricção pode ser claramente visto pela maior altura do copo A.
Avaliação da tendência para a tosquia
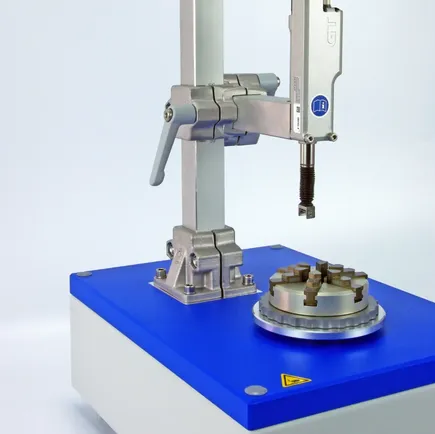
O instrumento de medição de orelhas da ERICHSEN, modelo 126 Plus, é utilizado para a medição axial de copos de extração profunda e latas cruas. As normas típicas são a DIN EN 1669 e a ISO 11531.
Os factores que influenciam o resultado são a textura da chapa e o processo de estampagem profunda. A determinação detalhada dos parâmetros permite tirar conclusões sobre o desgaste da ferramenta e a qualidade do material de repuxo processado. Graças ao seu conceito flexível, o aparelho de medição também pode ser utilizado para todas as tarefas semelhantes.
Mais informaçõesDetalhes
Configuração
O aparelho é composto por uma mesa rotativa, uma bucha de maxilas e uma cabeça de medição vertical (com rolo de medição e sonda de medição do comprimento). Um mandril de mandíbulas fixa e centra o copo. A cabeça de medição pode ser ajustada a diferentes diâmetros e alturas de amostras. Durante uma rotação do prato giratório, a cabeça de medição detecta a forma do bordo do copo, a chamada inclinação.
Processo de medição
O operador inicia o processo de medição a partir de um PC ou da máquina. O rolo de teste, ativado pneumaticamente, desce em direção à amostra e a mesa rotativa roda uma vez. Após a conclusão da medição, a cabeça de medição move-se para a posição inicial e permite uma rápida mudança de amostra. O operador lê os valores medidos no ecrã e pode arquivá-los como um ficheiro. Os formatos de saída são .pdf e .txt. O ficheiro .txt pode ser importado para o MS Excel. O relatório de teste contém, entre outras coisas, os seguintes resultados de medição:
- He_(mm)= Altura média da orelha
- He,max(mm)= Altura máxima da orelha
- H_(mm)= Altura média da chávena
- Z(%)= Altura média do brinco %
- Número de espigas
- Data, lote, inspetor...

Equipamento de teste ERICHSEN
As máquinas de ensaio de chapas metálicas da ERICHSEN são adequadas para um grande número de ensaios de conformação (ensaios de embutimento Erichsen, ensaios de embutimento profundo, ensaios de abaulamento, ensaios FLC, etc.).
Mais informações