
Глубокая вытяжка — это один из процессов растяжки-сжатия, поскольку, в отличие от чистой глубокої или растяжной формовки, на заготовке также возникают местные растягивающие и сжимающие напряжения (например, фланец чашки). На практике многие процессы, особенно при производстве сложных геометрий, таких как детали кузова автомобилей, представляют собой комбинацию методов. Однако, как правило, из листовой заготовки формируется полое тело. Следует отметить, что на практике, из-за разнообразия геометрий, невозможно сделать общее предсказание о пригодности для глубокого вытягивания с использованием одного метода испытания. Поэтому основные процессы демонстрируются на эксперименте с использованием примера вытягивания чашки из плоских листовых заготовок.
Метод испытания
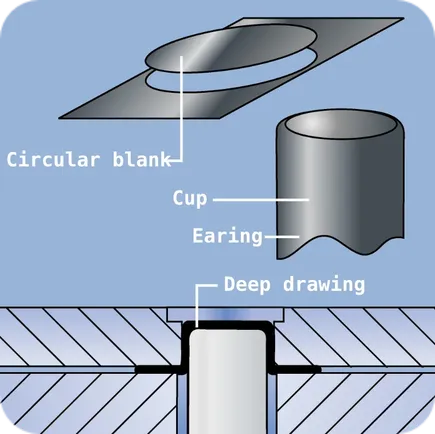
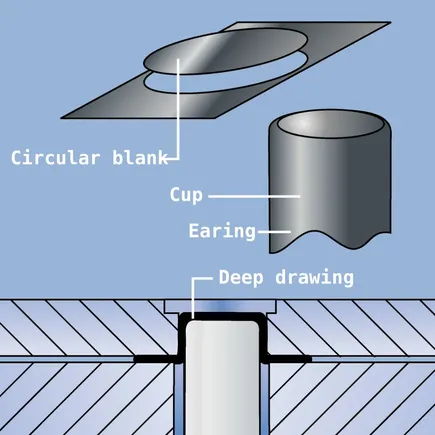
Тест на глубокую вытяжку — это метод испытания листового металла, при котором круглая пластина (круглая заготовка) вырезается из полосы листового металла и затем формуется в чашку с помощью вытягивающей матрицы. Наибольшее возможное соотношение между диаметром круглой заготовки и диаметром вытягивающей матрицы, которое позволяет получить идеально сформированную чашку, называется предельным коэффициентом вытяжки >>ßmax<< и является характеристикой качества для способности материала листового металла к формованию.
Пики на чашке глубокой вытяжки, возникающие из-за текучести материала, нежелательны, так как на практике они требуют ненужной повторной обработки отформованных деталей. Также в этом случае тест на глубокую вытяжку может быть использован для определения оптимально подходящего листового материала для требуемого процесса формования.
Основные показатели
Определение коэффициента глубокой вытяжки
Коэффициент глубокой вытяжки для чашек рассчитывается путем деления диаметра d0 круглой заготовки на диаметр dS пуансона.
β = d0 / dS
Поскольку максимальное усилие вытяжки увеличивается с ростом коэффициента вытяжки, для одной вытяжки существует предельный коэффициент вытяжки, при превышении которого происходит разрушение из-за разрыва дна.
Для большинства металлов этот предел составляет β = 2,0 при первой вытяжке и β = 1,6 при второй. Поэтому большая глубина формовки может быть достигнута только за несколько вытяжек с возможными промежуточными отжигами для размягчения. Общий коэффициент вытяжки получается путем перемножения отдельных этапов:
βges = β1 * β2 * ... * βn = (d0/d1) * (d1/d2) * ... * (d(n-1)/dn)
тогда как
βges = d0/dn <= 6,5
Это значение оказалось верхним пределом на практике. Количественные данные о структурных изменениях представлены значениями r и n, которые можно использовать в качестве меры пригодности листа для глубокой вытяжки.
Значение r-value
Определение логарифмической пластической деформации φ вытекает из закона постоянства объема. Во время глубокой вытяжки в заготовке наблюдаются различные эффекты. По сути, молекулы смещаются друг относительно друга, что приводит к изменению прочности и неоднородности (в зависимости от направления) свойств материала (анизотропии). Для определения анизотропии пластических свойств листового металла при испытании на растяжение определяют перпендикулярную анизотропию, так называемую r-величину. Она определяется как отношение степеней деформации в направлении ширины и толщины образца. При r=1 материал ведет себя изотропно и происходит одинаковая деформация в направлении ширины и толщины. r>1 (r<1) возникает, когда лист под действием растягивающего напряжения изменяет свою ширину (толщину) больше, чем толщину (ширину). Поскольку обычно желательно изменение формы без уменьшения толщины листа, значения r >1 считаются предпочтительными. В связи с многоосным нагружением при глубокой вытяжке опыт показывает, что полезно усреднять значения r в различных направлениях относительно направления прокатки. Для этого образцы на растяжение берутся из разных слоев листа.
Сильное отклонение значений r (Δr) друг от друга приводит к нежелательному образованию наконечника на ячейке в направлении наибольшего значения r.
n-значение
Экспонента деформационного упрочнения n характеризует деформационное упрочнение материала в процессе формования. Если кривую текучести материала построить в виде двойной логарифмической кривой, то получится прямая линия с наклоном n. Экспонента упрочнения - это наибольшее значение n-величины. Экспонента деформационного упрочнения для большинства металлов находится в диапазоне 0,1 < n < 0,5.
Test principle of the deep-drawing cup test
Испытание чашки на глубокую вытяжку для высокопрочных и сверхвысокопрочных сталей
В прошлом при проведении испытания на растяжение чашки для высокопрочных и сверхвысокопрочных сталей часто возникали дефекты инструмента, связанные с эффектом ускорения в конце процесса штамповки. Изменение геометрии режущего кольца позволяет снизить необходимое усилие пробивки и уменьшить динамическое ускорение режущего пуансона в процессе пробивки. Инструментальная сталь 1.2842, использовавшаяся до нескольких лет назад, была заменена на 1.2379.

Покрытие режущих/пробивных инструментов TiCN многократно увеличивает срок их службы. Зазор резания вырубного инструмента увеличивается примерно на 2 - 3 % в зависимости от толщины листа. Высокопрочные стали при формовке показывают, что радиусы вытяжных штампов больше не отвечают требованиям, например, стали DC04. Большие радиусы специально адаптированы для материалов с высокой прочностью и низкой пластичностью. Волочильные штампы с покрытием из нитрида титана имеют более длительный срок службы благодаря своей особой поверхности. Повреждения, вызванные холодной сваркой, невозможны благодаря покрытию TiN.
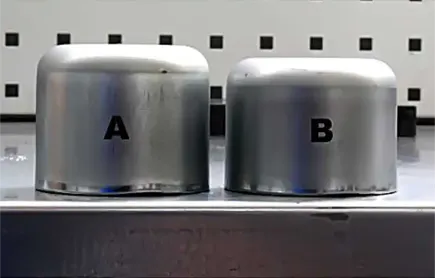
Снижение трения благодаря покрытию можно увидеть по высоте вытянутых чашек. Чашка A была вытянута с помощью обычного штампа, а чашка B - с помощью штампа с TiN-покрытием, изготовленного из инструментальной стали 1.2379. Растяжение из-за трения хорошо видно по большей высоте чашки A.
Оценка склонности к колошению
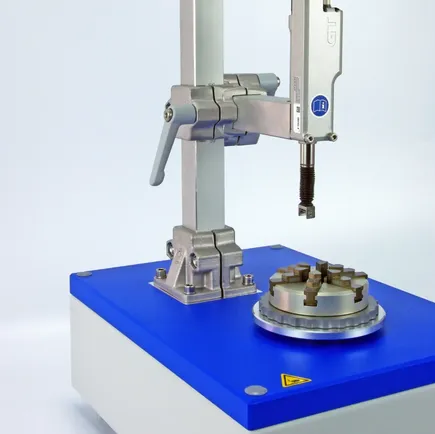
Прибор для измерения ушка ERICHSEN, модель 126 Plus, используется для осевого измерения глубоких вытяжных чашек и необработанных банок. Типичными стандартами являются DIN EN 1669 и ISO 11531.
Факторами, влияющими на результат, являются текстура листа и процесс глубокой вытяжки. Детальное определение параметров позволяет сделать выводы об износе инструмента и качестве обрабатываемого материала для глубокой вытяжки. Благодаря гибкой концепции измерительный прибор можно использовать для решения всех аналогичных задач.
Дополнительная информацияПодробности
Настройка
Устройство состоит из поворотного стола, зажимного патрона и вертикальной измерительной головки (с измерительным роликом и датчиком для измерения длины). Губчатый патрон фиксирует и центрирует чашку. Измерительная головка может быть настроена на различные диаметры и высоту образцов. Во время одного оборота поворотного стола измерительная головка определяет форму края чашки, так называемую опрокидываемость.
Процесс измерения
Оператор запускает процесс измерения либо с компьютера, либо с машины. Испытательный ролик с пневматическим приводом опускается к образцу, и поворотный стол поворачивается один раз. После завершения измерения измерительная головка перемещается в исходное положение и позволяет быстро сменить образец. Оператор считывает измеренные значения с экрана и может архивировать их в файл. Выходные форматы - .pdf и .txt. Файл .txt может быть импортирован в MS Excel. Отчет о тестировании содержит, помимо прочего, следующие результаты измерений:
- He_(mm)= Средняя высота колоса
- He,max(mm)= Максимальная высота ушка
- H_(mm)= Средняя высота чашки
- Z(%)= Средняя высота ушка %
- Количество сережек
- Дата, партия, инспектор...

Испытательное оборудование ERICHSEN
Испытательные машины ERICHSEN для листового металла подходят для множества тестов на формование (тесты на вмятины Erichsen, тесты на глубокую вытяжку, тесты на абпуленение, FLC-тесты и др.).
Дополнительная информация