
Application
Les courbes des limites de formage sont appliquées dans la planification des méthodes et la construction d'outils pour optimiser les outils de formage et les géométries de pièces. Grâce à l'analyse de déformation aux points critiques d'une pièce et à la comparaison avec la FLC, il est possible d'évaluer de manière fiable le comportement de défaillance d'un matériau de tôle. Avant la mise en service des outils de presse dans la formage de tôles, les processus de formage peuvent ainsi être optimisés en termes de géométries de plaques et d'outils, de pression d'enclenchement, de lubrification et de matériau, afin d'éviter le gaspillage en production. Un autre domaine important d'application du FLD est la simulation assistée par ordinateur des processus de formage. La FLC du matériau de tôle utilisé entre ici comme caractéristique matérielle importante dans le calcul.
Essais de déformation limite définis comme standard
>ISO/WD 12004:2004 E – Détermination des courbes des limites de formage < est une norme internationale pour la détermination des courbes des limites de formage pour les demi-produits en tôle d'une épaisseur de 0,4 mm à 4,0 mm. Pour respecter cette norme, les courbes des limites de formage sont généralement déterminées par le fabricant de matériaux selon les méthodes Nakajima ou Marciniak. Cela permet de définir visuellement la qualité du matériau et ainsi faciliter le choix du bon matériau par l'utilisateur.
Essai de Nakajima
Principe de procédé
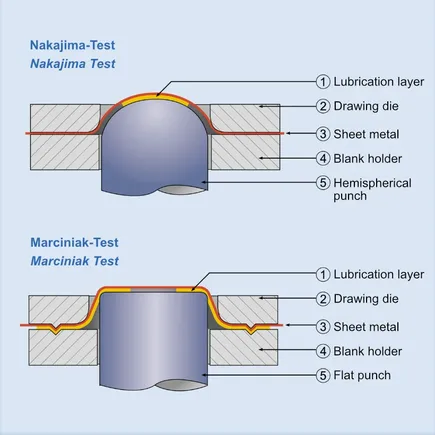
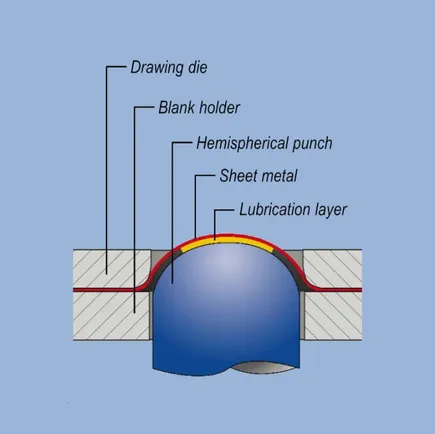
Le procédé le plus courant pour déterminer la courbe des limites de formage d'un matériau de tôle est l'essai Nakajima. Le principe repose sur le formage à l’aide d’un poinçon semi-sphérique de plaques de tôle de différentes géométries jusqu'à la rupture. En variant la largeur des échantillons (au moins cinq éprouvettes), des conditions de formage très différentes se produisent, allant de la déformation biaxiale uniforme à la déformation uniaxiale sur la surface de la tôle. Les déformations maximales caractéristiques (juste avant la fissuration) des différentes formes d’éprouvettes sont déterminées et définissent ainsi la FLC du matériau.
Essai de Marciniak
Principe de procédé
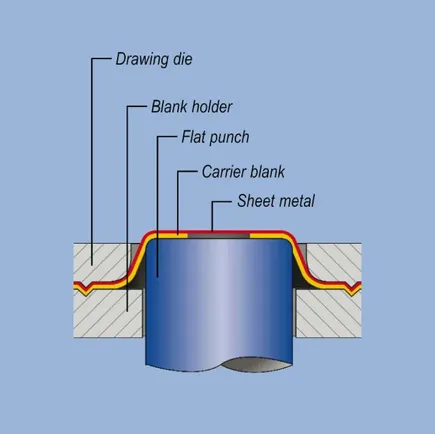
L'essai Marciniak décrit dans la norme diffère de l'essai Nakajima uniquement par le fait qu'un poinçon de tirage cylindrique est utilisé à la place d'un poinçon semi-sphérique, et que la géométrie de l’outil est différente. De plus, au lieu des feuilles de glissement en plastique (PE et PTFE), un plateau de support perforé est utilisé pour réduire le frottement.
Test principle of the FLC-Tests according to ISO 12004
Les systèmes de mesure optique remplacent la loupe et le microscope
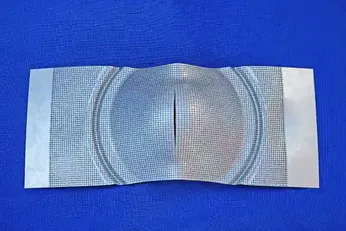
Jusqu’à présent, la capture d’une courbe de déformation limite se faisait généralement en marquant les tôles avant la déformation avec des réseaux circulaires ou linéaires. Au cours de la déformation de la tôle, les cercles appliqués se déforment en ellipses dont les axes principaux représentent les déformations à la surface de la pièce en principale et en direction secondaire. Après la déformation, les motifs de lignes « déformés » sont mesurés manuellement à l’aide de loupes de mesure, de microscopes et de bandes de mesure flexibles. Cette méthode est limitée par la netteté des contours du réseau déformé, par l’évaluation longue, par la faible résolution spatiale et par la collecte subjective des valeurs de mesure. Le temps nécessaire pour créer un FLD conventionnel peut atteindre jusqu’à 45 minutes par qualité de matériau.
La préparation des échantillons, le processus de formage et la détermination des caractéristiques peuvent être considérablement simplifiés et accélérés avec des systèmes de mesure optique. Ils répondent ainsi nettement aux exigences d’aujourd’hui en matière de précision, de reproductibilité et d’efficacité. En raison de l’énorme gain de temps, les coûts d’essai par courbe de déformation limite diminuent considérablement. Les valeurs de mesure obtenues sont représentées sous forme de graphique en coupe 3D et dans un diagramme de déformation.
Dans la détermination de caractéristiques matérielles précises et adaptées à l’usage pratique, le choix de la méthode d’essai appropriée est important. Il est également essentiel de sélectionner et de configurer l’équipement d’essai adapté. Il est particulièrement important de contrôler ou de réguler électroniquement les forces appliquées par le système hydraulique selon les paramètres de test souhaités. En outre, la capture, le traitement et l’analyse des données de mesure nécessitent un système informatique spécialement conçu pour cela. Les déformations des échantillons sont préférablement déterminées à l’aide d’un système optique de reconnaissance d’images ou de méthodes laser spécialisées.

Machines d'essai ERICHSEN
Les machines d’essai de tôles ERICHSEN conviennent à un grand nombre de tests de formage (essais de profondissement Erichsen, essais de formage par cupule, essais de bulge selon ISO 16808, essais FLC selon ISO 12004, etc.).
En savoir plus